Spiralne krany są niezbędnymi narzędziami w branży produkcyjnej i obróbki, szeroko stosowanej do tworzenia wątków wewnętrznych w różnych materiałach. Jako dostawca spiralnych kranów rozumiem znaczenie dostarczania jasnych informacji o wymaganiach systemowych dla tych narzędzi. Ten blog ma na celu zagłębienie się w kluczowe wymagania systemowe dotyczące spiralnych kranów, zapewniając, że użytkownicy mogą podejmować świadome decyzje i osiągnąć optymalną wydajność.
Kompatybilność materialna
Jednym z podstawowych wymagań systemowych dla kranów spiralnych jest kompatybilność materialna. Spiralne krany są zaprojektowane do pracy z szeroką gamą materiałów, w tym metali, tworzyw sztucznych i kompozytów. Jednak różne materiały mają różne właściwości, takie jak twardość, plastyczność i maszyna, które mogą wpływać na wydajność TAP.
Na przykład, podczas stukania twardych materiałów, takich jak stal nierdzewna lub tytan, często zaleca się stal stalowy (HSS) za pomocą powłoki cyny lub TiALN. Powłoki te zapewniają zwiększoną twardość i odporność na zużycie, umożliwiając szybsze przecinanie twardego materiału. Z drugiej strony, podczas stukania bardziej miękkich materiałów, takich jak aluminium lub mosiądz, może wystarczyć standardowy kran HSS.
Należy zauważyć, że skład materiału i obróbka cieplna mogą również wpływać na proces stukania. Na przykład materiały o wysokiej zawartości węgla lub te, które zostały poddane obróbce cieplnej w celu zwiększenia twardości, mogą wymagać bardziej wyspecjalizowanego kranu. Dlatego kluczowe jest zrozumienie właściwości materialnych przed wybraniem spiralnego kranu.Spiralny kran
Kompatybilność maszyny
Kolejnym krytycznym wymogiem systemu w zakresie kranów spiralnych jest kompatybilność maszyn. Spiralne krany można stosować na różnych maszynach, w tym na prasie wiertarki, tokarce i ośrodkach obróbki. Jednak każda maszyna ma własne specyfikacje i możliwości, które należy wziąć pod uwagę przy użyciu spiralnego kranu.
Prędkość wrzeciona maszyny jest jednym z najważniejszych czynników do rozważenia. Prędkość wrzeciona powinna być ustawiona zgodnie z stukaniem materiału i rozmiarem kranu. Zasadniczo wymagana jest wyższa prędkość wrzeciona dla bardziej miękkich materiałów, podczas gdy potrzebna jest niższa prędkość dla twardszych materiałów. Używanie niewłaściwej prędkości wrzeciona może skutkować niską jakością nici, pęknięciem lub nadmiernym zużyciem.
Oprócz prędkości wrzeciona ważne są również moment obrotowy i moc maszyny. Maszyna powinna mieć wystarczającą liczbę momentu obrotowego, aby przepłynąć kran przez materiał bez przeciągania. Jeśli moment obrotowy maszyny jest niewystarczający, kran może nie być w stanie prawidłowo przeciąć materiału, prowadząc do niepełnych wątków lub pęknięcia.
Ponadto sztywność i stabilność maszyny są kluczowe dla dokładnego stukania. Maszyna, która nie jest wystarczająco sztywna, może spowodować odchylenie lub wibrowanie kranu podczas procesu stukania, co powoduje słabą jakość nici. Dlatego ważne jest, aby zapewnić, że maszyna jest odpowiednio utrzymywana i skalibrowana, aby zapewnić stabilne i dokładne środowisko stukania.
Cięcie płynu
Płyn do cięcia jest niezbędnym elementem procesu stukania i jest kolejnym ważnym wymogiem systemowym dla spiralnych kranów. Płyn do cięcia serwuje kilka celów, w tym chłodzenie kranu, smarowanie krawędzi tnącej i odpychanie wiórów.
Chłodzenie kranu ma kluczowe znaczenie, ponieważ proces stukania generuje znaczną ilość ciepła. Nadmierne ciepło może spowodować szybkie zużycie kranu, zmniejszyć wydajność cięcia, a nawet prowadzić do pęknięcia. Płyn cięcia pomaga rozproszyć ciepło, utrzymując kran w niższej temperaturze i przedłużając jego żywotność.
Smarowanie jest również ważne, ponieważ zmniejsza tarcie między kranem a przedmiotem obrabianym. Pomaga to poprawić wydajność cięcia, zmniejszyć moment obrotowy wymagany do prowadzenia kranu i zapobieganie przyklejeniu lub zwężeniu kranu. Dodatkowo smarowanie może poprawić wykończenie powierzchni nici.
Spłukanie wiórów jest kolejną ważną funkcją do cięcia płynu. Podczas procesu stukania układy są generowane, gdy kran przecina materiał. Jeśli te frytki nie zostaną usunięte, mogą gromadzić się wokół kranu, powodując, że się zarzucił lub pękał. Cięcie płynu pomaga wypłukać wióry, zapewniając gładki i ciągły proces stukania.
Dostępne są różne rodzaje płynów tnąca, w tym oleje rozpuszczalne w wodzie, płyny syntetyczne i oleje proste. Wybór płynu cięcia zależy od stukania materiału, wielkości kranu i warunków stukania. Ważne jest, aby wybrać odpowiedni płyn do cięcia i użyć go zgodnie z zaleceniami producenta.
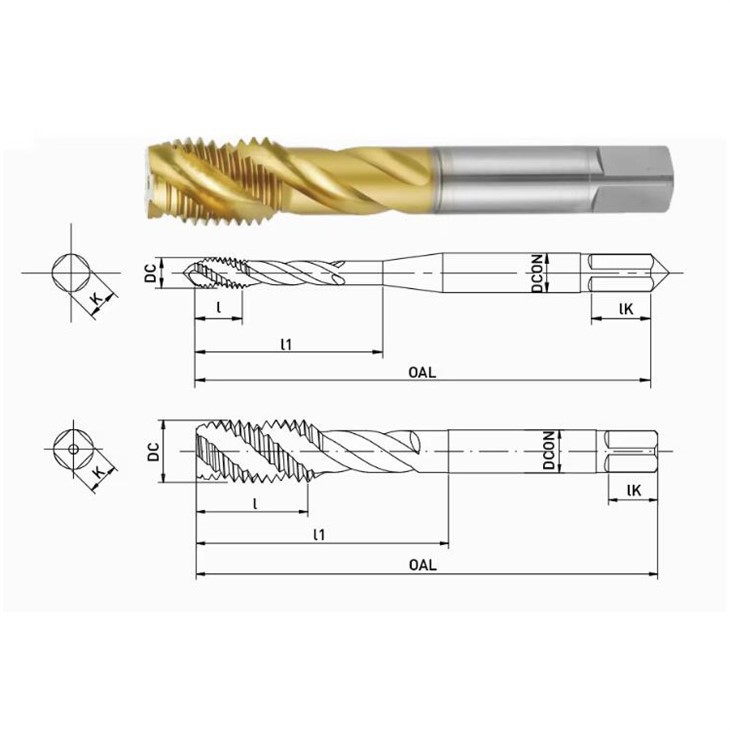

Dotknij geometrii
Geometria kranu spiralnego jest również kluczowym wymogiem systemu. Geometria kranu obejmuje takie czynniki, jak projekt fletu tap, kąt helisy i styl punktowy, które mogą znacząco wpłynąć na wydajność stukania.
Projekt fletu kranu określa, w jaki sposób układy są usuwane z otworu. Spiralne krany zwykle mają spiralne flety, które pomagają ewakuować wióry bardziej skutecznie w porównaniu z prostymi fletami. Kąt helisy TAP odgrywa również rolę w ewakuacji ChIP. Wyższy kąt helisy jest ogólnie lepszy do ewakuacji wiórów w głębokich otworach lub podczas stukania materiałów wytwarzających długie wióry.
Styl punktowy TAP jest kolejnym ważnym czynnikiem. Dostępne są różne style punktowe, takie jak stożek, wtyczka i dno. Wybór stylu punktów zależy od zastosowania i głębokości otworu. Na przykład kran z punktem stożkowy nadaje się do uruchamiania gwintu w ślepym otworze, a dolne kran jest używany do stukania do dna ślepego otworu.
Rozmiar wątku i ton
Rozmiar wątku i skok są ważnymi wymaganiami systemowymi dla spiralnych kranów. Skut należy wybrać zgodnie z pożądanym rozmiarem wątki i skoku. Używanie niewłaściwego rozmiaru lub skoku może skutkować wątkami, które nie pasują prawidłowo lub nie spełniają wymaganych specyfikacji.
Należy zauważyć, że różne kraje i branże mogą korzystać z różnych standardów wątków. Dlatego bardzo ważne jest, aby TAP spełnia odpowiedni standard wątku dla aplikacji. Ponadto TAP powinien zostać sprawdzony pod kątem dokładności i jakości przed użyciem, aby upewnić się, że może wytwarzać wątki spełniające wymagane tolerancje.
Umiejętność i szkolenie operatora
Wreszcie, umiejętności i szkolenie operatora są również ważnymi wymaganiami systemowymi dla spiralnych kranów. Wykwalifikowany operator może upewnić się, że kran jest prawidłowo używany, maszyna jest prawidłowo konfigurowana, a płyn do cięcia jest skutecznie stosowany.
Operator powinien dobrze zrozumieć proces stukania, w tym wymagania systemowe dotyczące kranów spiralnych. Powinny być w stanie wybrać odpowiednie dotknięcie, ustawienia maszyny i płyn do cięcia na podstawie stukania materiału i aplikacji. Ponadto operator powinien zostać przeszkolony w zakresie obsługi i utrzymania kranu, aby zapewnić jego długowieczność i wydajność.
Wniosek
Podsumowując, wymagania systemowe dotyczące kranów spiralnych obejmują kompatybilność materiału, kompatybilność maszyn, płyn do cięcia, geometrię kranu, rozmiar i wysokość nici oraz umiejętności i trening operatora. Zapewniając spełnienie tych wymagań, użytkownicy mogą osiągnąć optymalną wydajność i jakość podczas korzystania z kranów spiralnych.
Jako dostawca TAP Spiral jesteśmy zaangażowani w zapewnianie naszym klientom wysokiej jakości produktów i wsparcia technicznego. Jeśli masz jakieś pytania lub potrzebujesz dalszych informacji na temat wymagań systemowych dotyczących spiralnych kranów lub jeśli jesteś zainteresowany zakupem spiralnych kranów, skontaktuj się z nami w celu szczegółowej dyskusji i negocjacji w zakresie zamówień.
Odniesienia
- ASM Handbook, Tom 16: Maszyna, ASM International
- Handbook Machinery, Industrial Press Inc.
- Tap and Die Handbook, Greenleaf Corporation




